
炼油厂可燃气体报警器与可燃气体探测器的区别
文章出处:未知 人气:发表时间:2020-11-04

炼油厂可燃气体报警器与可燃气体探测器的区别
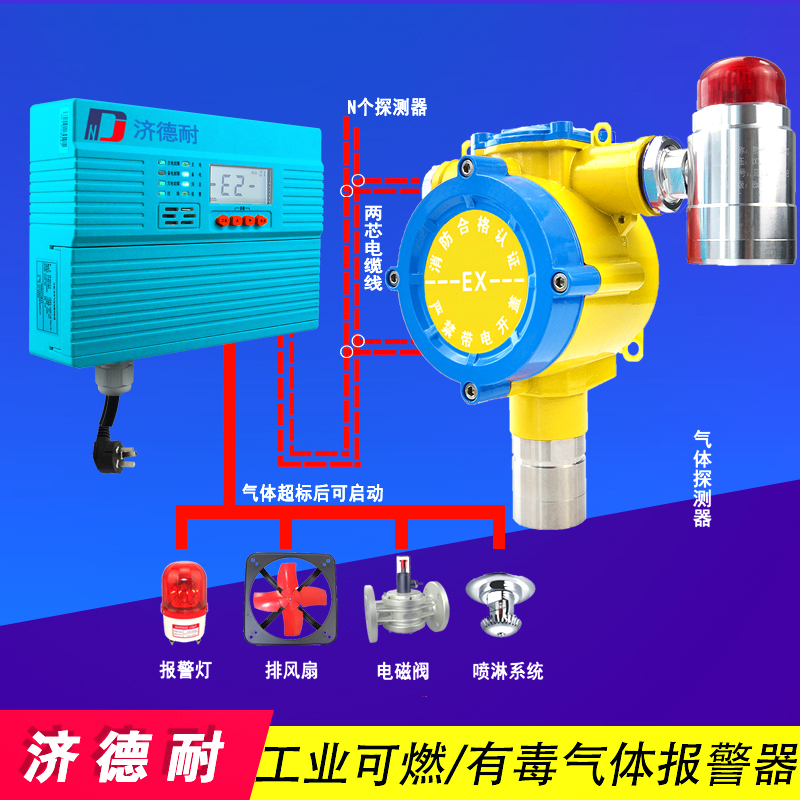
可燃气体报警器是由可燃气体探测器和气体报警控制器两部分组成,可燃气体探测器简称为可燃探头,当气体探测器检测到环境中存在的可燃气体浓度达到预先报警值时,就会联动气体报警控制器发出警报声,提示现场人员疏散并采取防护措施。
可燃气体探测器一般采用催化燃烧式传感器,可检测各类可燃气体。科仕安电子采用进口传感器,反应时间短,响应速度快,测量精度高,稳定性和重复性好;可根据现场环境检测多种可燃或有毒气体。探测器外壳使用铝合金压铸而成,隔爆型设计,防爆等级可达到ExdIICT6,适用于1、2区危险场所。壳体坚固耐用,具有防水防尘防腐蚀等优良性能。传感器探头部分采用不锈钢材质,具有防腐蚀的作用;敏感元件的过滤网为不锈钢颗粒,透气性能好,探测精度高。可燃探头通过24V供电,量程0-100%LEL,可检测氢气,甲烷,丙烷,乙烷,乙炔,甲醇,乙醇,天然气,液化气,汽油,丙酮等可燃气体,探头也可选装显示和声光报警功能。
气体报警控制器根据用户使用通道数及现场使用环境可分为单双通道、多通道、多功能总线式三类,内部自带探测器24V供电电源,与探测器连接方便。
可燃气体探测器与报警控制器共同组成为可燃气体报警器,广泛应用于石油化工,燃气油库,冶金工矿,船舶车间,纺织印染,水利水电等存在可燃气体的各个行业,是保证财产和人身安全的理想监测仪器。
下一篇:喷漆车间天那水气体报警器黄灯亮如何处理? 上一篇:调漆车间二甲苯检测报警器安装方法



同类文章排行
- 喷漆房可燃气体报警器探头安装规范
- 锅炉房煤气探测报警器探测器安装规范
- 液氨罐区可燃泄漏报警器校准和检定知识
- 炼钢厂乙炔气体报警仪控制系统验收标准是什么
- 固定式抹机水气体检测报警器的选购误区有什么?
- 化工厂仓库乙酸甲酯气体报警器怎样确定检测位置?
- 加油站油气报警器故障原因有哪些?
- 调漆房油漆稀料检测报警器安装及规范
- 焦化厂煤气报警器为什么要设定二级报警呢
- 焦化厂可燃气体检测报警器选型常识
最新资讯文章
- 炼油厂油气气体报警器使用在哪些领域?
- 工业用原油气体泄漏报警器怎样进行定期维护?
- 化工厂罐区丁二烯气体报警器的安装距离有多少?
- 固定式正己烷气体报警仪的使用是怎样的?
- 调漆房香蕉水浓度报警器怎样排查故障?
- 化工厂仓库乙酸甲酯气体报警器怎样确定检测位置?
- 制药厂氟化氢气体浓度报警器怎样检测零点?
- 物联网醋酸乙酯气体检测报警器使用前怎样检验?
- 炼钢厂丙烷气体检测报警装置怎样判断好坏?
- 壁挂式丁烷气体报警器有什么优点?
- 餐厅厨房沼气气体报警器现场怎样确定安装?
- 物联网有机挥发物VOC气体气体泄漏报警器的安装要求有什么?
- 固定式环丙烷气体浓度含量报警器怎样接线?
- 壁挂式戊烷气体浓度显示报警器控制器怎样维护?
- 制药厂丙烯酸气体报警器怎样检查气体?
- 固定式甲酸乙酯气体报警器怎样设置报警值?
- 制药厂臭氧气体浓度显示报警器在民生方面怎样应用?
- 防爆型乙醇气体报警器安装常识有什么?
- 物联网气化炉气体浓度报警器存放需要注意什么?
- 工业用二乙胺气体报警仪手持式有什么特性?